熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A


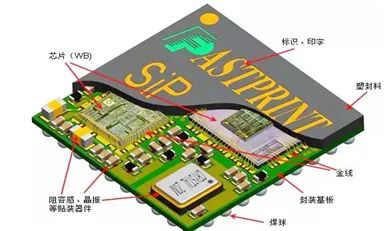
SIP封裝制程按照芯片與基板的連接方式可分為引線鍵合封裝和倒裝焊兩種。
引線鍵合封裝工藝
圓片→圓片減薄→圓片切割→芯片粘結(jié)→引線鍵合→等離子清洗→液態(tài)密封劑灌封→裝配焊料球→回流焊→表面打標→分離→最終檢查→測試→包裝。
圓片減薄圓片減薄是指從圓片背面采用機械或化學機械(CMP)方式進行研磨,將圓片減薄到適合封裝的程度。由于圓片的尺寸越來越大,為了增加圓片的機械強度,防止在加工過程中發(fā)生變形、開裂,其厚度也一直在增加。但是隨著系統(tǒng)朝輕薄短小的方向發(fā)展,芯片封裝后模塊的厚度變得越來越薄,因此在封裝之前一定要將圓片的厚度減薄到可以接受的程度,以滿足芯片裝配的要求。圓片切割圓片減薄后,可以進行劃片。較老式的劃片機是手動操作的,現(xiàn)在一般的劃片機都已實現(xiàn)全自動化。無論是部分劃線還是完全分割硅片,目前均采用鋸刀,因為它劃出的邊緣整齊,很少有碎屑和裂口產(chǎn)生。芯片粘結(jié)已切割下來的芯片要貼裝到框架的中間焊盤上。焊盤的尺寸要和芯片大小相匹配,若焊盤尺寸太大,則會導致引線跨度太大,在轉(zhuǎn)移成型過程中會由于流動產(chǎn)生的應力而造成引線彎曲及芯片位移現(xiàn)象。貼裝的方式可以是用軟焊料(指 Pb-Sn 合金,尤其是含 Sn 的合金)、Au-Si 低共熔合金等焊接到基板上,在塑料封裝中最常用的方法是使用聚合物粘結(jié)劑粘貼到金屬框架上。引線鍵合在塑料封裝中使用的引線主要是金線,其直徑一般為0.025mm~0.032mm。引線的長度常在1.5mm~3mm之間,而弧圈的高度可比芯片所在平面高 0.75mm。鍵合技術(shù)有熱壓焊、熱超聲焊等。這些技術(shù)優(yōu)點是容易形成球形(即焊球技術(shù)),并防止金線氧化。為了降低成本,也在研究用其他金屬絲,如鋁、銅、銀、鈀等來替代金絲鍵合。熱壓焊的條件是兩種金屬表面緊緊接觸,控制時間、溫度、壓力,使得兩種金屬發(fā)生連接。表面粗糙(不平整)、有氧化層形成或是有化學沾污、吸潮等都會影響到鍵合效果,降低鍵合強度熱壓焊的溫度在 300℃~400℃,時間一為 40ms(通常,加上尋找鍵合位置等程序,鍵合速度是每秒二線)。超聲焊的優(yōu)點是可避免高溫,因為它用20kHz~60kHz的超聲振動提供焊接所需的能量,所以焊接溫度可以降低一些。將熱和超聲能量同時用于鍵合,就是所謂的熱超聲焊。與熱壓焊相比,熱超聲焊最大的優(yōu)點是將鍵合溫度從 350℃降到250℃左右(也有人認為可以用100℃~150℃的條件),這可以大大降低在鋁焊盤上形成 Au-Al 金屬間化合物的可能性,延長器件壽命,同時降低了電路參數(shù)的漂移。
在引線鍵合方面的改進主要是因為需要越來越薄的封裝,有些超薄封裝的厚度僅有0.4mm 左右所以引線(loop)從一般的200 μ m~300 μ m減小到100μm~125μm,這樣引線張力就很大,繃得很緊。另外,在基片上的引線焊盤外圍通常有兩條環(huán)狀電源 / 地線,鍵合時要防止金線與其短路,其最小間隙必須>625 μ m,要求鍵合引線必須具有高的線性度和良好的弧形。等離子清洗清洗的重要作用之一是提高膜的附著力,如在Si 襯底上沉積 Au 膜,經(jīng) Ar 等離子體處理掉表面的碳氫化合物和其他污染物,明顯改善了Au 的附著力。等離子體處理后的基體表面,會留下一層含氟化物的灰色物質(zhì),可用溶液去掉。同時清洗也有利于改善表面黏著性和潤濕性。液態(tài)密封劑灌封將已貼裝好芯片并完成引線鍵合的框架帶置于模具中,將塑封料的預成型塊在預熱爐中加熱(預熱溫度在 90℃~95℃之間),然后放進轉(zhuǎn)移成型機的轉(zhuǎn)移罐中。在轉(zhuǎn)移成型活塞的壓力之下,塑封料被擠壓到澆道中,并經(jīng)過澆口注入模腔(在整個過程中,模具溫度保持在 170℃~175℃左右)。塑封料在模具中快速固化,經(jīng)過一段時間的保壓,使得模塊達到一定的硬度,然后用頂桿頂出模塊,成型過程就完成了。對于大多數(shù)塑封料來說,在模具中保壓幾分鐘后,模塊的硬度足可以達到允許頂出的程度,
但是聚合物的固化(聚合)并未全部完成。由于材料的聚合度(固化程度)強烈影響材料的玻璃化轉(zhuǎn)變溫度及熱應力,所以促使材料全部固化以達到一個穩(wěn)定的狀態(tài),對于提高器件可靠性是十分重要的,后固化就是為了提高塑封料的聚合度而必需的工藝步驟,一般后固化條件為 170℃~175℃,2h~4h。裝配焊料球目前業(yè)內(nèi)采用的植球方法有兩種:“錫膏”+“錫球”和“助焊膏”+ “錫球”。“錫膏”+“錫球”植球方法是業(yè)界公認的最好標準的植球法,用這種方法植出的球焊接性好、光澤好,熔錫過程不會出現(xiàn)焊球偏置現(xiàn)象,較易控制,具體做法就是先把錫膏印刷到 BGA 的焊盤上,再用植球機或絲網(wǎng)印刷在上面加上一定大小的錫球,這時錫膏起的作用就是粘住錫球,并在加溫的時候讓錫球的接觸面更大,使錫球的受熱更快更全面,使錫球熔錫后與焊盤焊接性更好并減少虛焊的可能。表面打標打標就是在封裝模塊的頂表面印上去不掉的、字跡清楚的字母和標識,包括制造商的信息、國家、器件代碼等,主要是為了識別并可跟蹤。打碼的方法有多種,其中最常用的是印碼方法,而它又包括油墨印碼和激光印碼二種。分離工藝為了提高生產(chǎn)效率和節(jié)約材料,大多數(shù) SIP 的組裝工作都是以陣列組合的方式進行,在完成模塑與測試工序以后進行劃分,分割成為單個的器件。劃分分割可以采用鋸開或者沖壓工藝,鋸開工藝靈活性比較強,也不需要多少專用工具,沖壓工藝則生產(chǎn)效率比較高、成本較低,但是需要使用專門的工具。
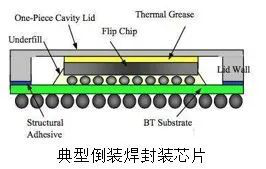
倒裝焊
和引線鍵合工藝相比較倒裝焊工藝具有以下幾個優(yōu)點:
(1)倒裝焊技術(shù)克服了引線鍵合焊盤中心距極限的問題;
(2)在芯片的電源 /地線分布設計上給電子設計師提供了更多的便利;
(3)通過縮短互聯(lián)長度,減小 RC 延遲,為高頻率、大功率器件提供更完善的信號;
(4)熱性能優(yōu)良,芯片背面可安裝散熱器;
(5)可靠性高,由于芯片下填料的作用,使封裝抗疲勞壽命增強;
(6)便于返修。
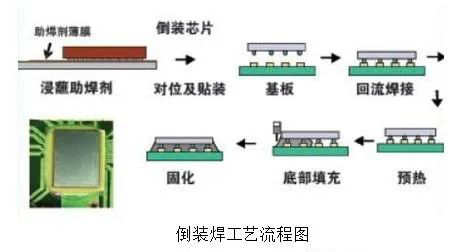
以下是倒裝焊的工藝流程(與引線鍵合相同的工序部分不再進行單獨說明):圓片→焊盤再分布→圓片減薄、制作凸點→圓片切割→倒裝鍵合、下填充→包封→裝配焊料球→回流焊→表面打標→分離→最終檢查→測試→包裝。
焊盤再分布
為了增加引線間距并滿足倒裝焊工藝的要求,需要對芯片的引線進行再分布。
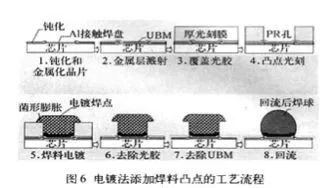
制作凸點
焊盤再分布完成之后,需要在芯片上的焊盤添加凸點,焊料凸點制作技術(shù)可采用電鍍法、化學鍍法、蒸發(fā)法、置球法和焊膏印刷法。目前仍以電鍍法最為廣泛,其次是焊膏印刷法。

倒裝鍵合、下填充
在整個芯片鍵合表面按柵陣形狀布置好焊料凸點后,芯片以倒扣方式安裝在封裝基板上,通過凸點與基板上的焊盤實現(xiàn)電氣連接,取代了WB和TAB 在周邊布置端子的連接方式。倒裝鍵合完畢后,在芯片與基板間用環(huán)氧樹脂進行填充,可以減少施加在凸點上的熱應力和機械應力,比不進行填充的可靠性提高了1到2個數(shù)量級。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區(qū)沙井街道后亭茅洲山工業(yè)園工業(yè)大廈全至科技創(chuàng)新園科創(chuàng)大廈2層2A
