熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A


圓刀主要是利用齒輪傳動來達到連續滾壓模切的作用效果。通常是一個帶有齒輪的主動輪,在垂直方向上驅動一個帶齒輪的鋼滾,再在垂在方向上驅動圓刀。(鋼滾和圓刀的位置可替換)材料經過圓刀和鋼滾之間便被模切出刀模的形狀。圓刀模切加工中可以分為以下幾大步驟:
01 上料
即將材料上機。如何快速準確的將材料上機走正,直接影響調機和生產效率。上料時一般要位置放準,然后材料要有一定張力,即繃緊點,自然就會走正,換料時接頭要接好。以保證接頭順利通過,一般膠要交叉接,底紙要對接。
02 排廢
即將模切產生的廢料帶走。排廢是圓刀機加工過程中的關鍵,也是難點所在。在長期實踐生產中產生了多種方法,針對不同的情況,使用不同的方法。
圓刀排廢工藝常用的有以下幾種方式:
①輔料直排廢工藝
②提取輥排廢工藝
③頂針刀排廢工藝
④吹/吸氣模具排廢工藝
⑤落料式排廢工藝
除去以上常用的排廢工藝,還有很多種排廢方式,如更換底料法、同步收卷式等。
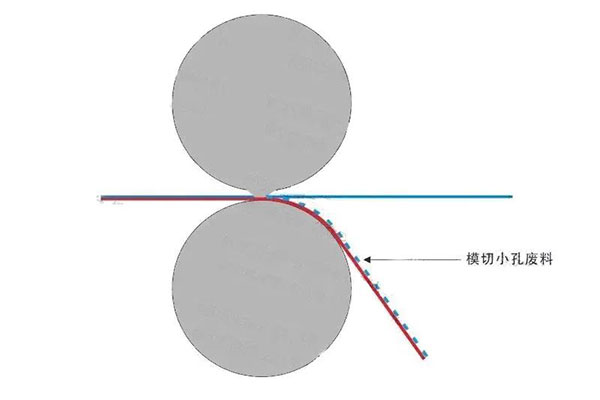
? 輔料直排廢工藝
輔料直排廢工藝的刀模設計通常采用半斷模切設計,成型后剝離料帶,廢料留在底膜料帶上,直接帶走。如下圖所示(針對的產品有要求,廢料部分多為產品內框)。
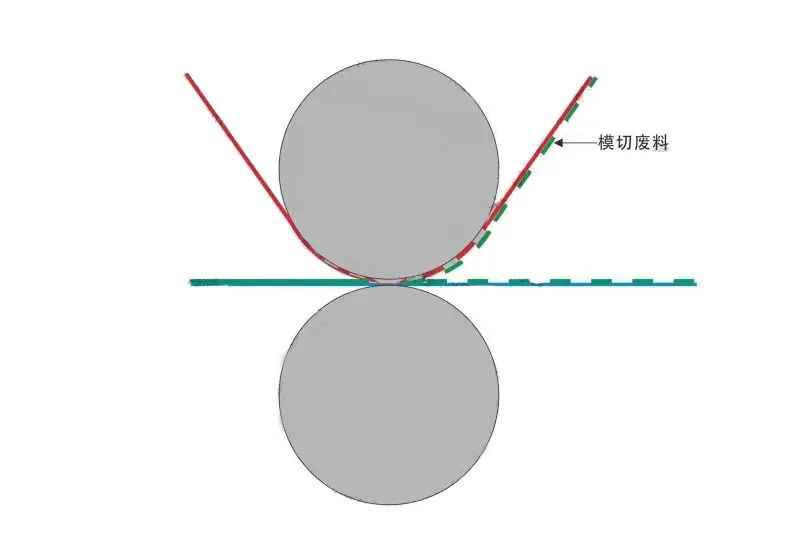
? 提取棍排廢工藝
提取棍排廢工藝對于廢料較大的產品較為適合,使用此類排廢工藝可以避免更換底紙,但需要注意輔材的選擇,如圖所示(此類產品一般復合后,通過模切保留產品部分,對上層模切材料進行排廢)。
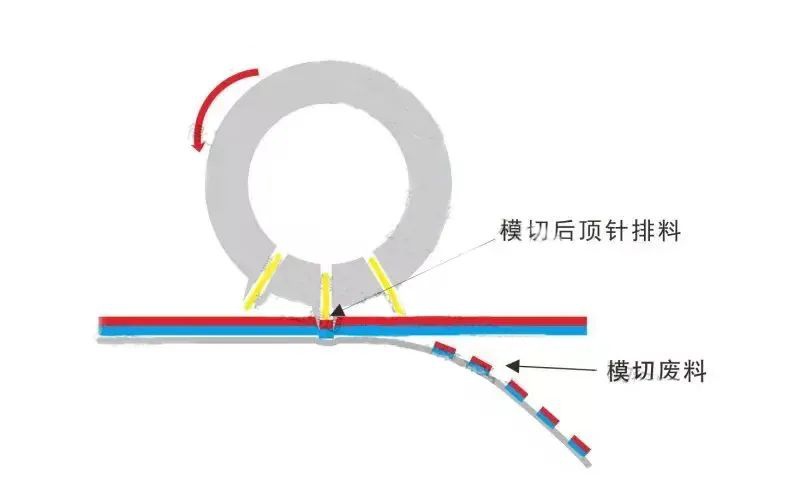
? 頂針排廢工藝
頂針式排廢圓刀俗稱頂針刀、頂針清廢刀等,由深圳哈德勝最先發明并不斷進行改良,頂針排廢技術居行業之冠。最小排廢孔可加工至0.6mm.它的出現直接影響了整個模切行業小孔排廢工藝,使模切產品的排廢工藝有了飛躍性的進步,為目前使用最多的排廢刀具。使模切與排廢同時進行,有效避免切穿的廢料卡在刀腔從而損傷刀刃或集存在材料上造成產品不良;頂針式圓刀使用方便、不需氣源、無噪音、排廢順暢的同時起到了對刀刃的保護效果。此類刀具是小孔小間隙等不易排廢產品的理想選擇。
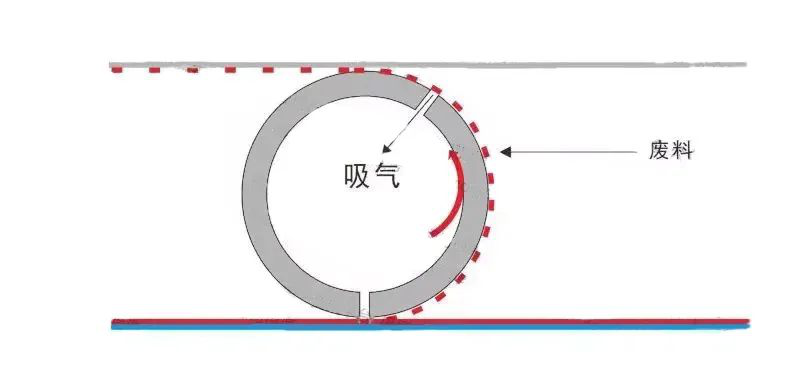
? 吹氣/吸氣排廢工藝
吹氣式排廢圓刀也叫吹氣清廢刀,氣沖式排廢圓刀。是通過高壓空氣作用將廢料吹離模切材料和刀腔,防止廢料卡在刀腔并進行排廢的一種圓刀工藝。在刀體側端安裝一塊導氣卡環,將高壓空氣精確的引導到對應的排廢氣孔上把整排廢料吹出,一般還會配合吸廢盒使用,更好的收集模切出來的廢料。
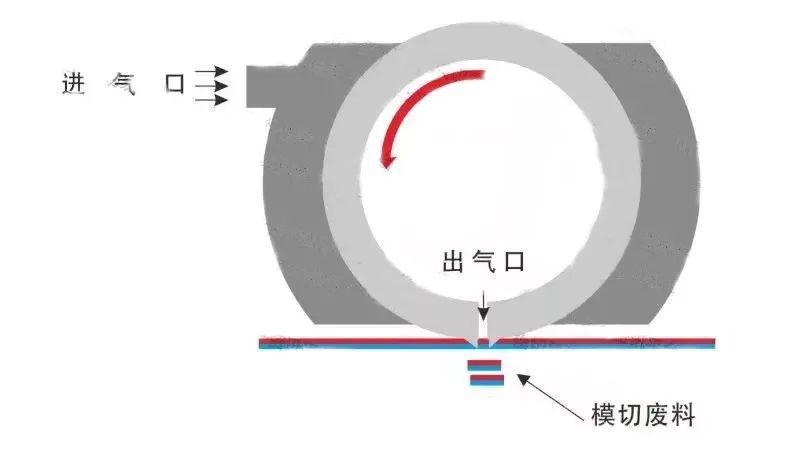
吸氣刀通過大功率吸氣裝置連接刀體,產生吸力將模切的產品廢料吸附在表面的刀腔上,再用排廢料帶排走,使一些較難排除的大片廢料排廢順暢;吸廢刀可將模切廢料吸入刀體內部,再從軸頭一端連接的吸氣裝置吸出,在節約材料、降低刀刃的損傷率上有良好的效果。經過驗證,直徑在3~10mm之間廢料可以吸廢效果是最好的。
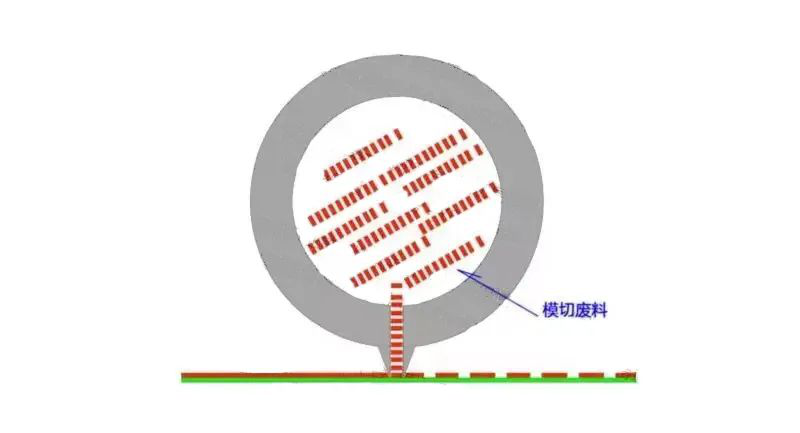
? 落料式排廢工藝
此類圓刀刀體中間掏空,通過刀刃的特殊加工,在模切時可以將廢料卡在刀腔里,并自動依次擠壓落在掏空的刀體內部,再通過刀體旁邊開出的排廢口將廢料清走。這種刀具排廢容易,無噪音,但對廢料的形狀有要求、一般都是規則圖形,如圓孔、方孔排廢等。圓孔直徑在3-10mm排廢效果是最好的。
03 對位
對于一把以上的圓刀加工的產品就要進行幾把刀的對位。對位尺寸有兩個方向的即橫向尺寸和縱向尺寸。縱向尺寸靠刀套上的旋扭控制,一般調好后鎖住,變化較小;橫向尺寸變化會大一點。要對位的圓刀都會有對位標記,通常兩把刀對位時設計成兩個直角“┍”“┙”,最后形成“十”字。對于兩把以上的刀具,對位標識不同的工程師會有不同的設計。
04 生產加工時的穩定性
加工過程中的穩定性即影響到生產的效率,又影響到產品的質量。
決定加工時穩定性的因素有多種,有工藝的因素,也有操作工技術水平的因素。一般當圓刀已開好做成,再更改刀具就會增加重新做刀的費用,因此,我們主要從操作常識上去提高生產穩定性。歸納起來有以下幾個方面:
(1)整體張力要合適。整個材料在轉動的過程中張力要合適,繃得太緊,產品容易收縮、變形、移位等;繃得太松則尺寸不穩定,變化大。所以要把握好全局的張力,如何控制好全局的張力,就要把握好各個收放料輪的張力。
(2)收放料時盡量采用恒定的張力。對于容易滑動的材料要用擋板夾住,防止材料左右移動,有膠的材料放料時不要露膠到處粘。
(3)添加輔助滾輪。在材料易皺、不平穩的地方,可添加輔助滾輪,添加時要注意角度合適。
深圳市雙翌光電科技有限公司是一家以機器視覺為技術核心,自主技術研究與應用拓展為導向的高科技企業。公司自成立以來不斷創新,在智能自動化領域研發出視覺對位系統、機械手視覺定位、視覺檢測、圖像處理庫等為核心的20多款自主知識產權產品。涉及自動貼合機、絲印機、曝光機、疊片機、貼片機、智能檢測、智能鐳射等眾多行業領域。雙翌視覺系統最高生產精度可達um級別,圖像處理精準、速度快,將智能自動化制造行業的生產水平提升到一個更高的層次,改進了以往落后的生產流程,得到廣大用戶的認可與肯定。隨著智能自動化生產的普及與發展,雙翌將為廣大生產行業帶來更全面、更精細、更智能化的技術及服務。
熱線電話:0755-23712116
郵箱:contact@shuangyi-tech.com
地址:深圳市寶安區沙井街道后亭茅洲山工業園工業大廈全至科技創新園科創大廈2層2A
